
Visual Management in Manufacturing: 5 Examples to Start With When You’re Losing Pace
Serious problems on the shop floor rarely start with a major failure. Most often, it’s something small that looks harmless at first. Material runs out. A changeover takes longer than expected. An operator is waiting for support.
That’s why visual management in manufacturing should be part of everyday conversations about how work gets done. Either the problem is visible right away, or the cost and pressure start building minute by minute.
Well-structured visual management should give you a clear answer to three questions: what’s happening, where it’s happening, and who responds. When that setup is supported by an andon system, visual management becomes a practical way to organize daily production.
What visual management really is
Visual management is a way of organizing work where the most important information is visible at a glance. No chasing people across the floor. No guessing whether the issue is temporary or already disrupting the entire shift.
In a well-organized production environment, your team should be able to check within seconds:
- whether the line is running to plan
- where the deviation occurred
- whether the issue is related to downtime, quality, material, or changeover
- who should take action
- what requires immediate attention
That’s the strength of lean visual management. Less guessing. Less wasted time. Faster response.
Why andon is one of the best examples of visual management
Boards, labels, and status indicators are already common in manufacturing. But they don’t always answer the key question: what happens next?
This is where andon makes the difference.
It doesn’t stop at showing that something is wrong. It also shows the location, type of issue, and response status. That means your team doesn’t waste time figuring out who should step in, what happened, or whether someone is already working on it.
This is one of the strongest examples of how visual management in manufacturing brings structure to production. It shortens the path from problem to action.
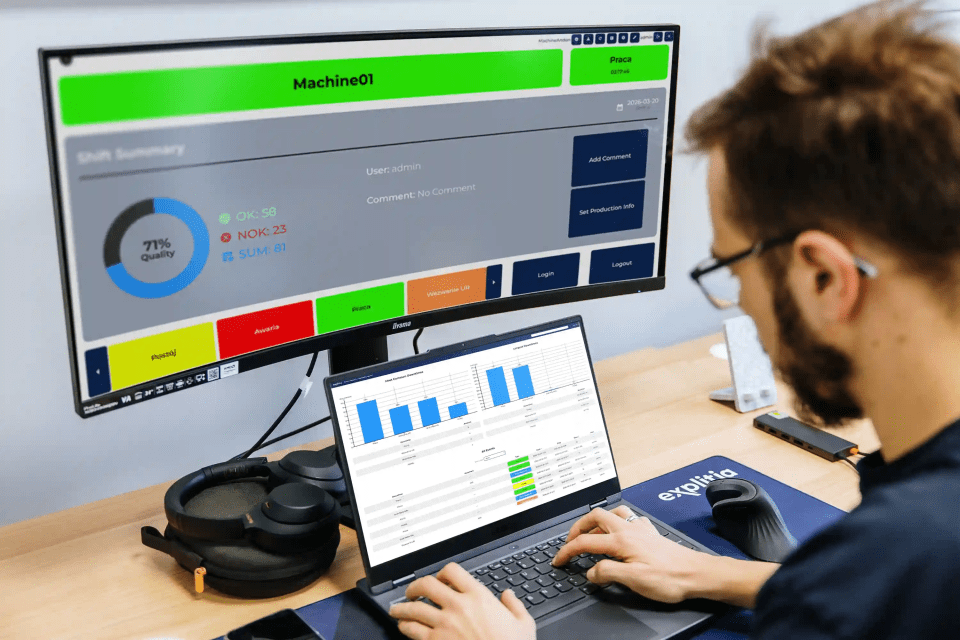
In practice, systems like explitia.Andon support this by connecting alerts with real-time production context (such as OEE, quality, or maintenance signals), so the team sees not just the issue, but its impact.
1. The problem is visible immediately, not after a few minutes
Without andon, many situations follow the same pattern. The operator sees a stop, calls the team leader, the leader looks for support, and someone tries to figure out the details. Time passes. Just a few minutes—but those minutes are often what break the rhythm of the shift.
With andon in place, the issue is visible where it needs to be. The team doesn’t waste time passing information around. You see the workstation, the issue type, and the response priority right away.
That’s how effective visual management on the shop floor works. No guesswork. Faster action before a small issue turns into lost output.
2. The entire shift sees the same situation
Most production environments don’t lack data. The problem is that everyone sees a different version of what’s happening.
- The operator sees a stop
- The team leader sees a drop in performance
- Maintenance hears they need to step in
- Quality gets the information later
That’s too many separate versions of the same problem.
Visual management works best when everyone sees the same process status and understands it the same way. Line status, issue duration, performance vs. plan, and alert type should be clear to the entire shift.
That’s why lean visual management in manufacturing works so well. It aligns the team around one shared view of the day. When everyone sees the same thing, decisions are faster and misunderstandings drop.
3. Material shortages become visible earlier
Material shortages rarely happen suddenly. In most cases, there were early signals—but they weren’t visible enough.
When looking at visual management examples, this is one of the quickest areas to improve. Simple solutions can make a real difference:
- minimum and maximum level markings
- color-coded containers
- Kanban boards
- clear replenishment status
- andon signals when there’s a risk of line stoppage
This improves coordination between production and logistics. Instead of reacting under pressure during a stop, your team gets an early signal and a chance to prevent it.
That’s where visual management in manufacturing starts to directly impact performance.
4. Quality issues are stopped where they occur
One of the most expensive situations on the shop floor often looks harmless at first. The process continues—but so does the defect.
That’s why visual management needs to support quality just as much as production.
The operator should immediately see what counts as a deviation. The team leader should know there’s an issue. Quality should get a clear signal without delay.
The most effective setups usually include:
- a clear NOK status
- reference samples at the workstation
- short visual work instructions
- marked control points
- fast escalation through andon
This is a clear example of how lean visual management protects production results. The earlier the defect is contained, the less scrap, rework, and pressure later.
5. The workstation doesn’t create additional problems
Not every loss shows up as an alert. Some build quietly. Someone searches for a tool. Material is placed in the wrong spot. Tasks are performed differently across shifts.
Visual management starts at the workstation.
Simple elements that make a difference:
- shadow boards
- marked storage locations
- short instructions at the workstation
- clear labeling of tools and materials
- visible work standards
These reduce small delays, lower the risk of mistakes, and make onboarding easier. And when andon is part of that setup, the team has both structure and a fast signal when something goes off track.

Bring andon and visual management into your plant
If you want problem reporting and response management to work as one consistent process in your plant, contact us. We’ll help you define the next step.
What all these examples have in common
Each of these examples shows one key thing: how to shorten the time between noticing a problem and taking action.
That’s what separates effective visual management from ineffective setups.
Weak visual management looks like this:
- too many boards
- too many labels
- little to no response
Effective visual management looks different:
- information is clear
- everyone understands the signal the same way
- ownership is defined
- status is up to date
- the team trusts what they see
That’s why andon connects the whole system. It links visibility, escalation, and response. It doesn’t replace other tools—it makes them work.
What usually breaks visual management
Even good tools won’t help if the surrounding process isn’t set up properly. The most common issues are:
| Problem | Description | Result | What to do |
| Too much information | Too many signals make everything look equally important | Teams stop paying attention | Limit visuals to a few key indicators per area |
| No clear ownership | No one is clearly responsible for taking action | Delays or no response | Assign each status to a specific role and next step |
| Inconsistent labeling | Colors and symbols mean different things in different areas | Confusion and wrong decisions | Standardize visual language across the floor |
| Outdated data | Displayed status doesn’t reflect reality | Loss of trust in the system | Define update rhythm and ownership |
| Tools disconnected from real work | Systems are designed for appearance, not actual use | Low adoption | Design with the team and test in real conditions |
How to start and see results quickly
Don’t start with the entire plant.
The most effective implementations begin in one area where information gets lost or response time is too long.
Steps to get started:
- Choose the problem that happens most often
- Define what the team should see immediately
- Assign responsibility to a specific role
- Simplify messages and labels
- Add andon where every minute matters
This is the shortest path to making visual management in manufacturing part of everyday work.
That’s why solutions like andon systems from explitia are often used as a starting point—because they connect alerts, status, and response into one consistent process.
Good visual management doesn’t need to impress with the number of screens. It should give your team clarity, confidence, and faster reaction when production needs it most.
If your team can immediately see the problem, understand the priority, and know who should act, the shop floor runs with more stability.

FAQ
What is visual management?
It’s a way of organizing work where key production information is visible immediately. On the shop floor, this usually includes line status, quality, material flow, priorities, and team response.
What are the best examples of visual management in manufacturing?
Common examples include andon systems, line status boards, Kanban boards, visual work instructions, material labeling, performance boards, and shadow boards. Among these, andon is one of the most effective because it supports both visibility and action.
Why is andon important?
Because it shortens the time between detecting a problem and responding to it. Instead of relying on verbal communication, the team gets a clear signal, defined ownership, and faster reaction.
Is andon enough on its own?
No. It works best as part of a broader system that includes material flow, work standards, performance tracking, and clear response rules.
Where does visual management deliver the fastest results?
Most often in areas with downtime, material shortages, delayed escalation, unclear line status, and recurring quality issues.








