
MES System – What it is and how it supports production management
Nowadays, there’s little doubt that efficiency, optimization, and speed determine the competitiveness of manufacturing plants. As a result, modern industry faces increasing challenges in managing production effectively. Manufacturing companies are constantly seeking advanced technological solutions that allow them to monitor every stage of production, eliminate bottlenecks, and optimize resource utilization. One such tool is the MES (Manufacturing Execution System) – a technology that not only revolutionizes production management but also enhances efficiency and ensures compliance with global standards.
What is an MES System?
An MES system is industrial-grade software that enables real-time management of production processes. Its main purpose is to collect, analyze, and process production data, allowing for full control over the manufacturing process. MES acts as a bridge between Enterprise Resource Planning (ERP) systems and actual production processes, ensuring a seamless flow of information between them.
To put it in simpler terms, an MES system functions like a virtual auditor, continuously gathering, processing, and presenting key production data. This enables quick and informed decision-making.
In Poland, MES systems are used across various industries, and their application goes beyond just monitoring machine efficiency. They also help control inventory levels, optimize production schedules, and ensure full product traceability.
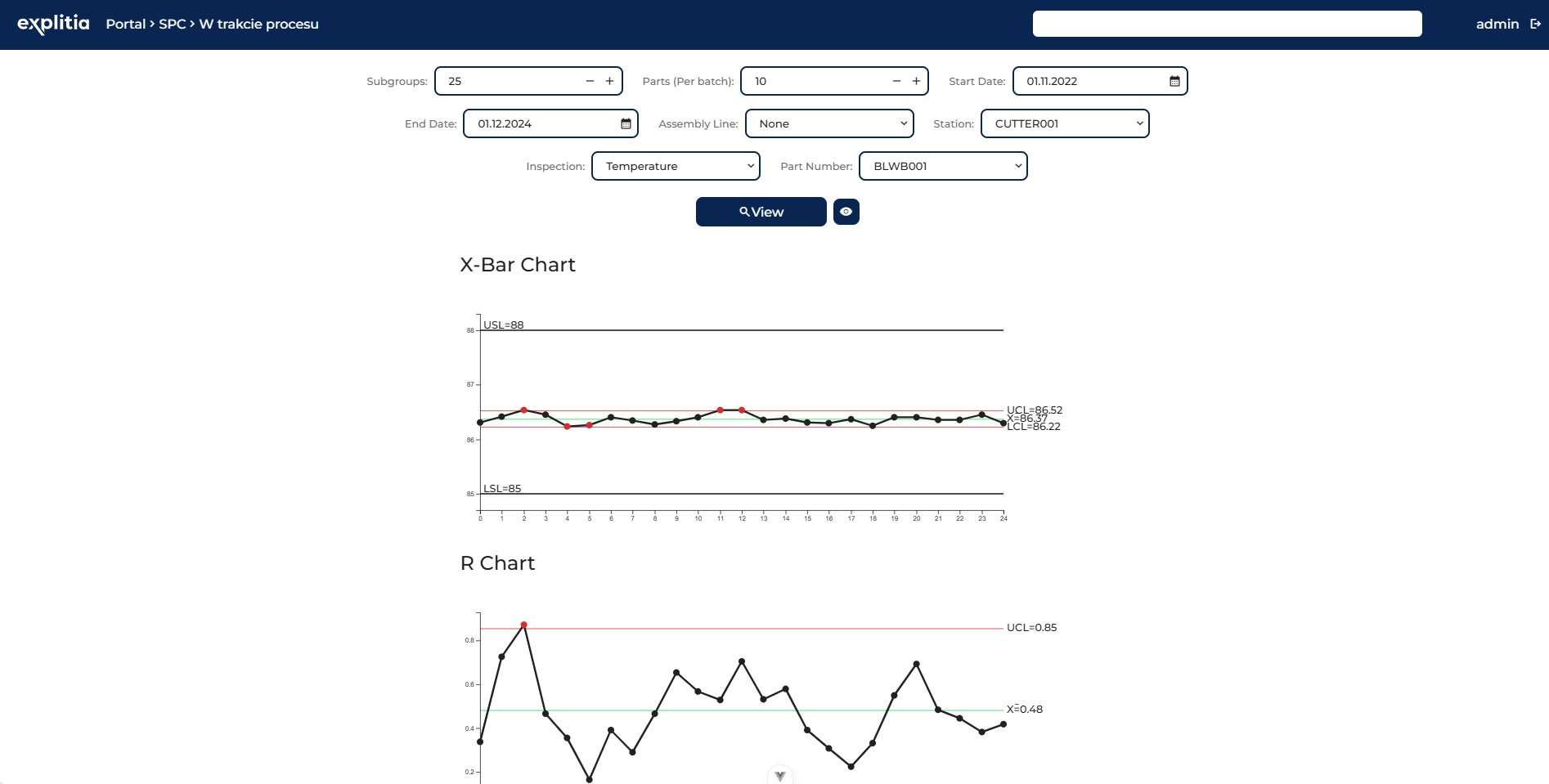
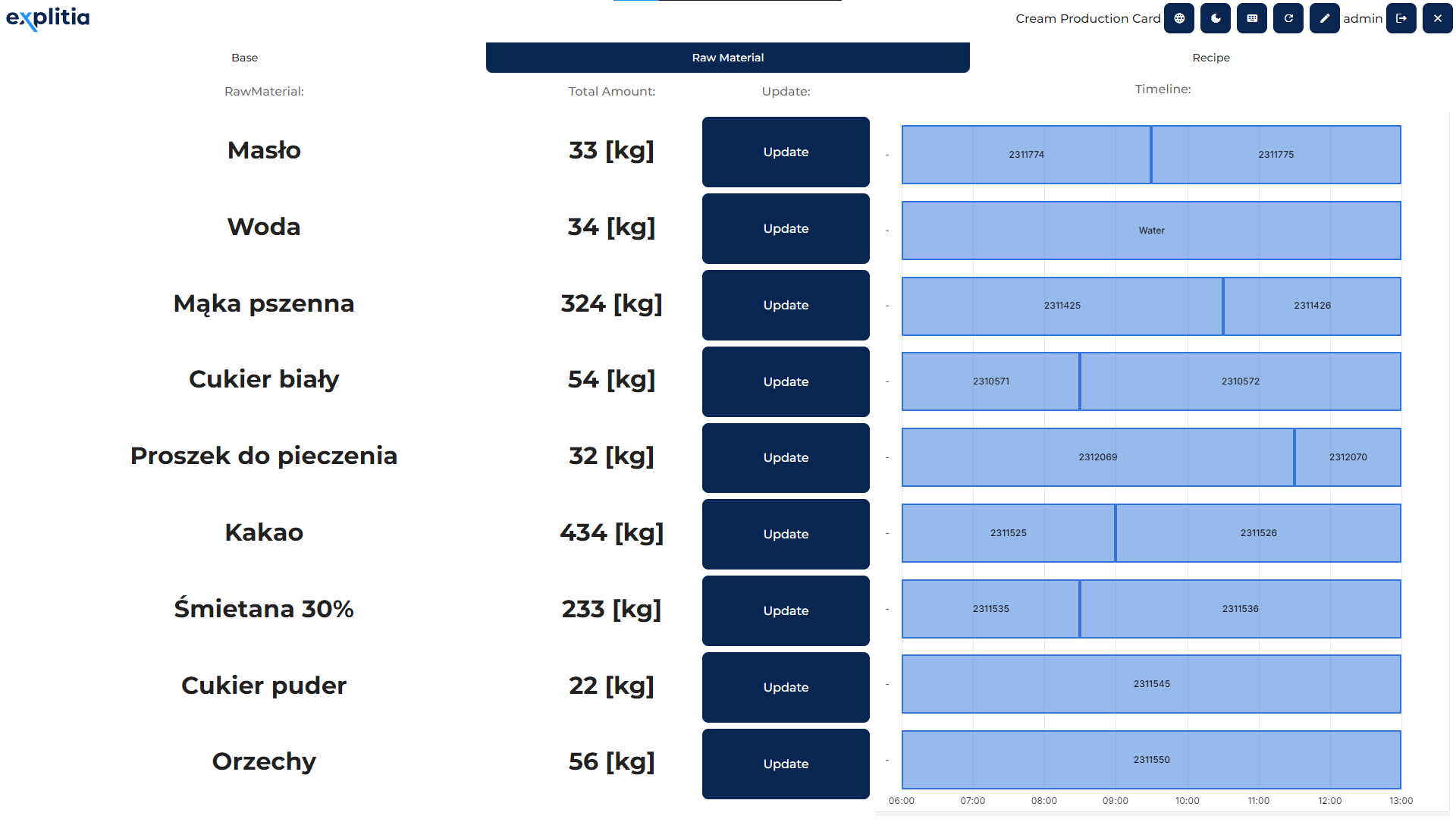
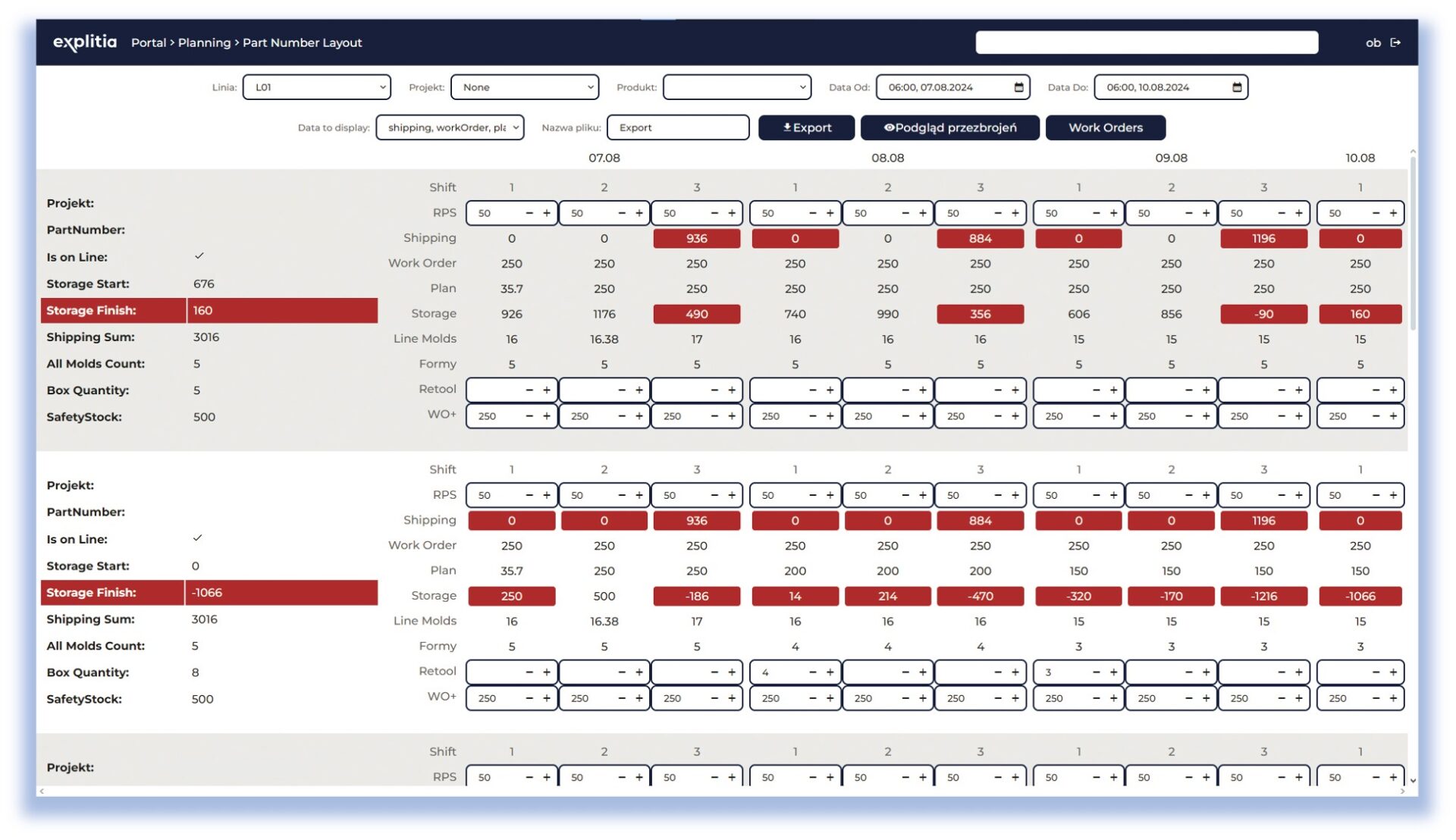
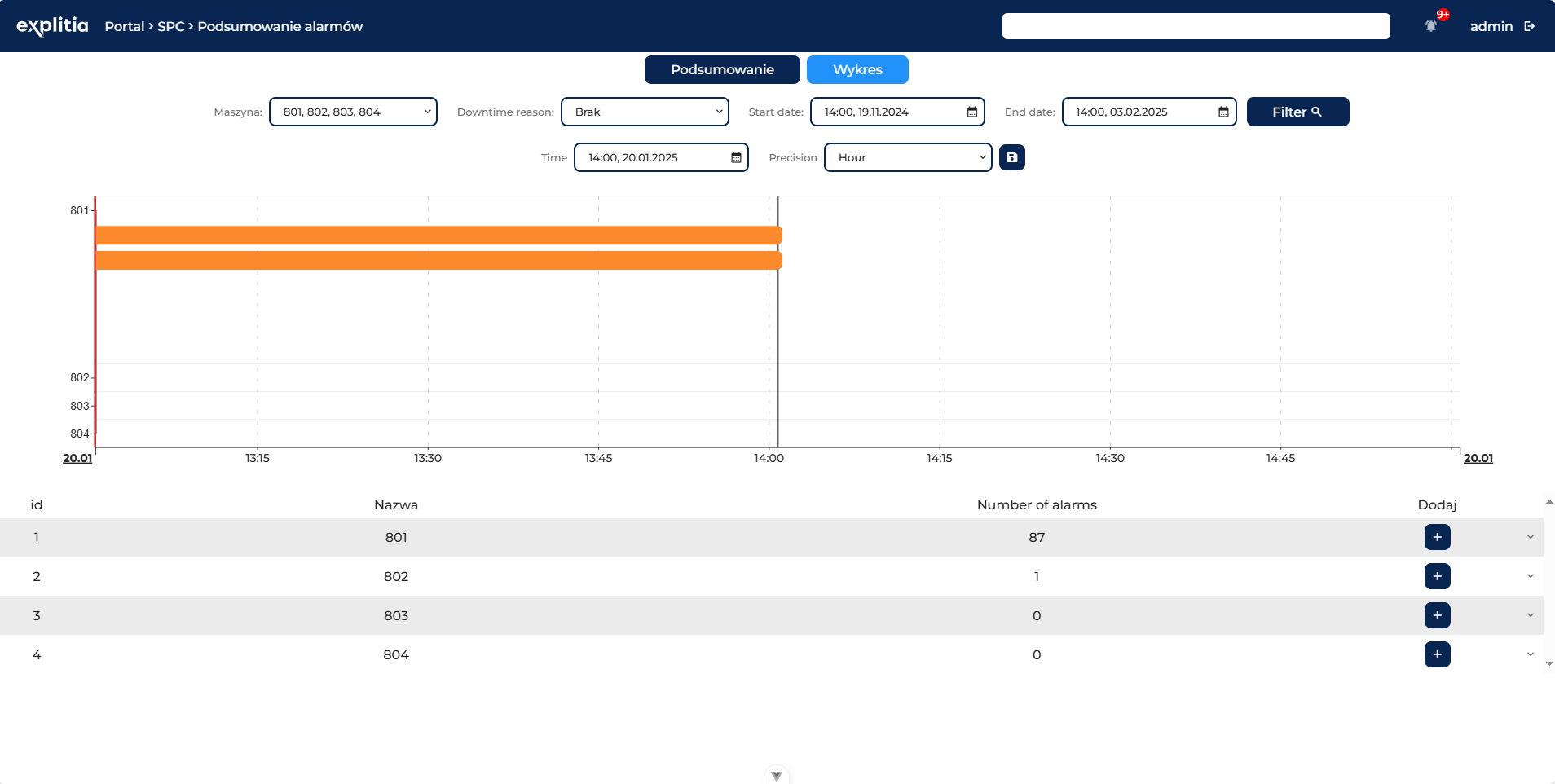
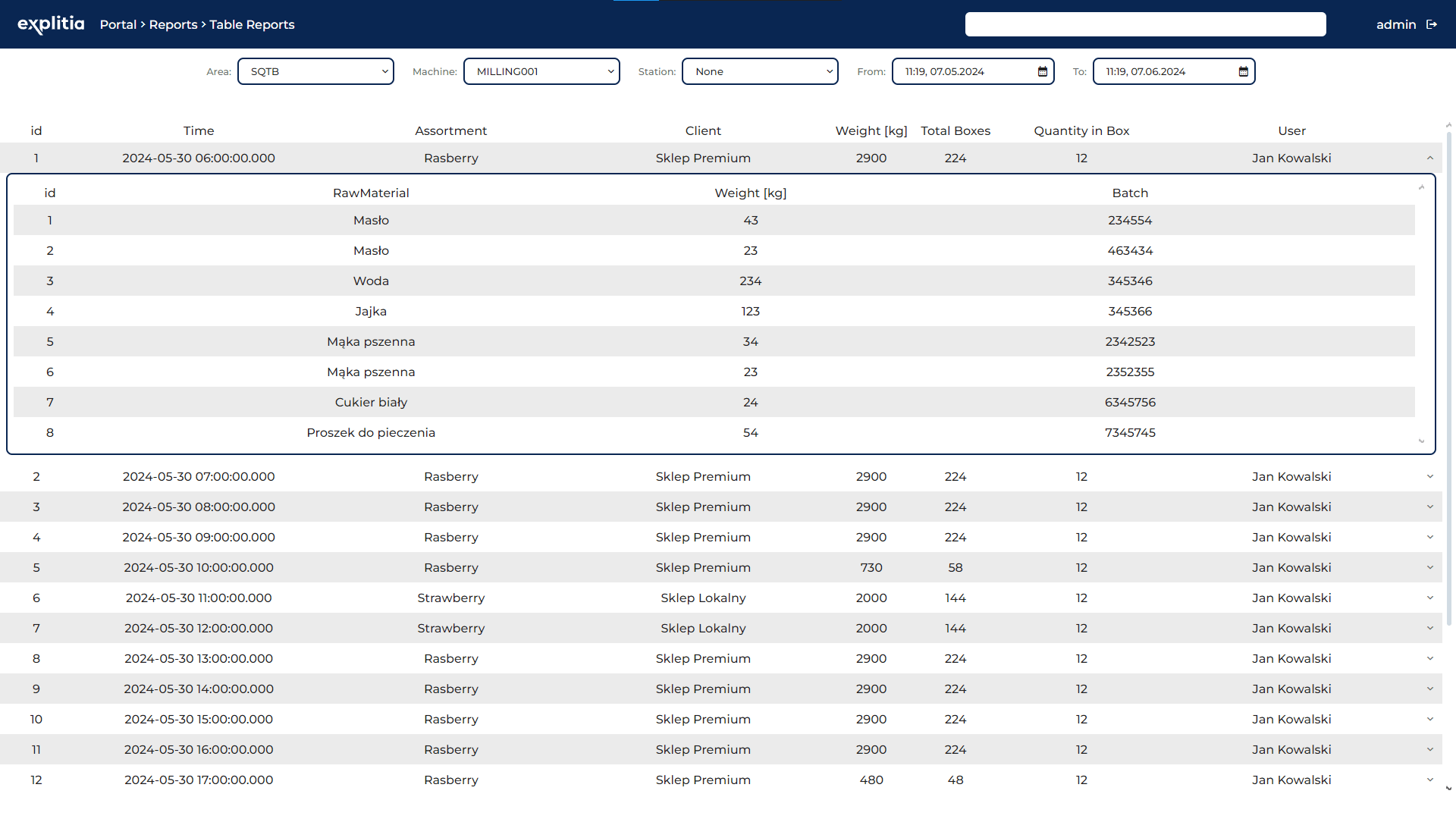
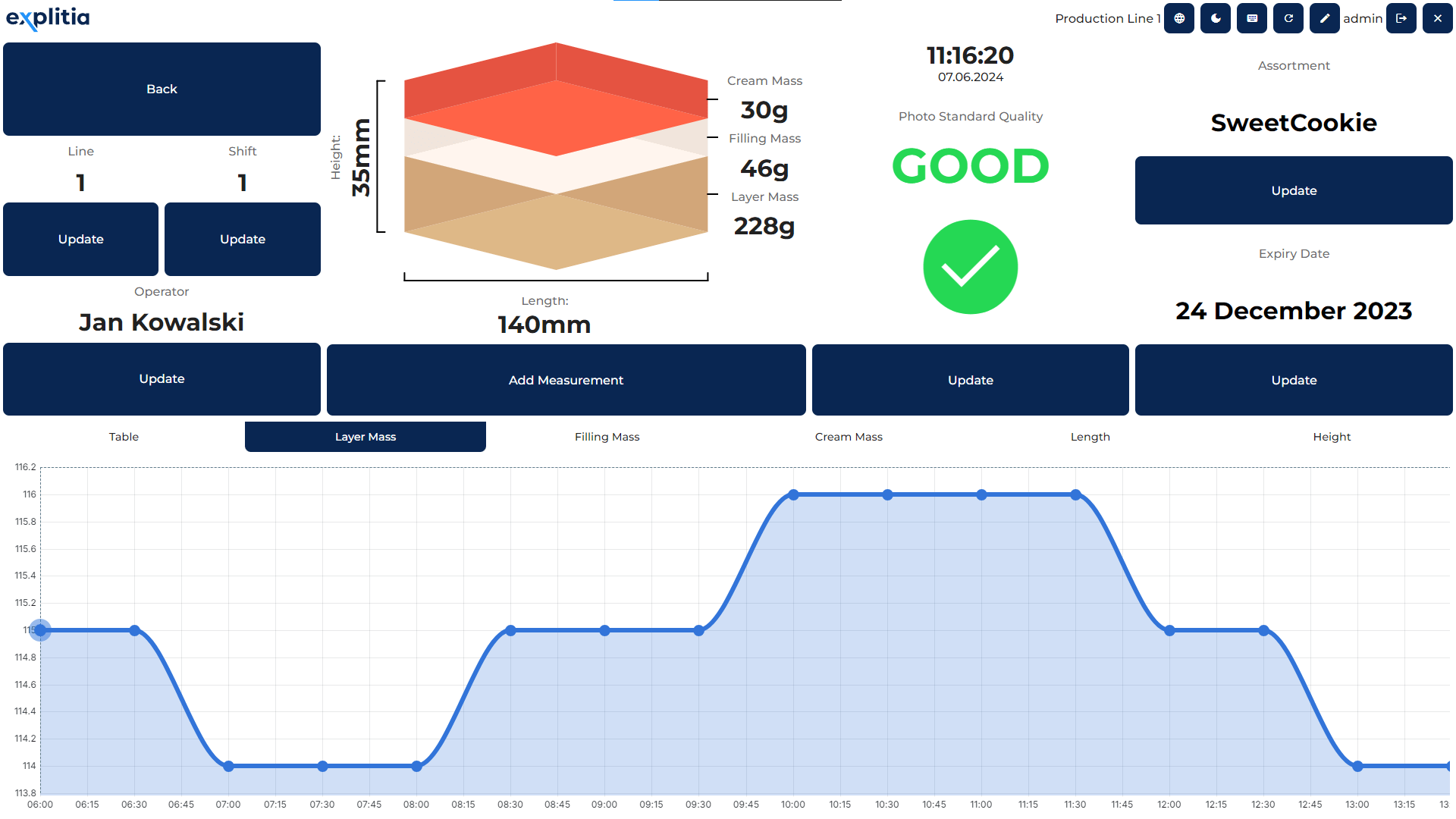
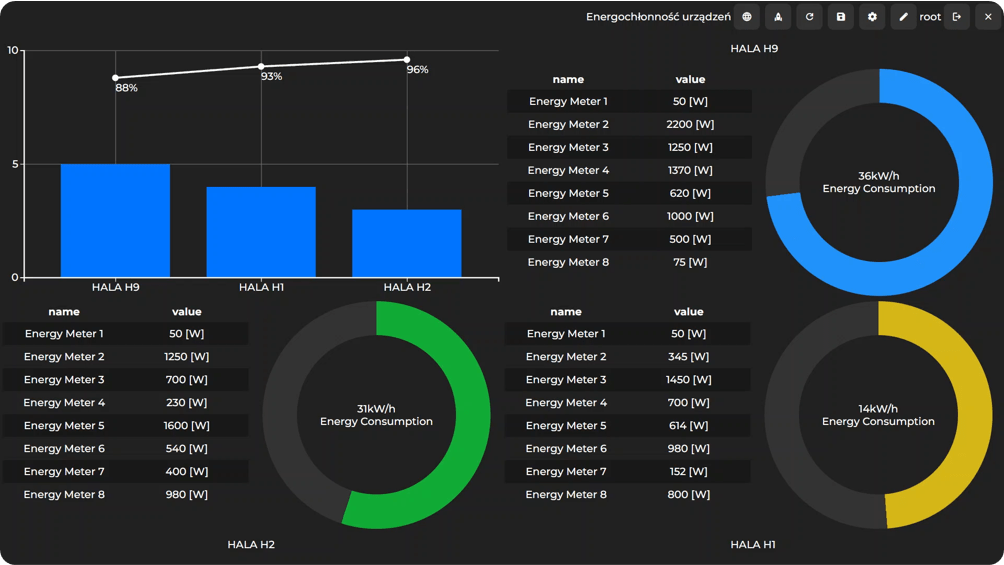
MES System – Sample screenshots of the Production Portal
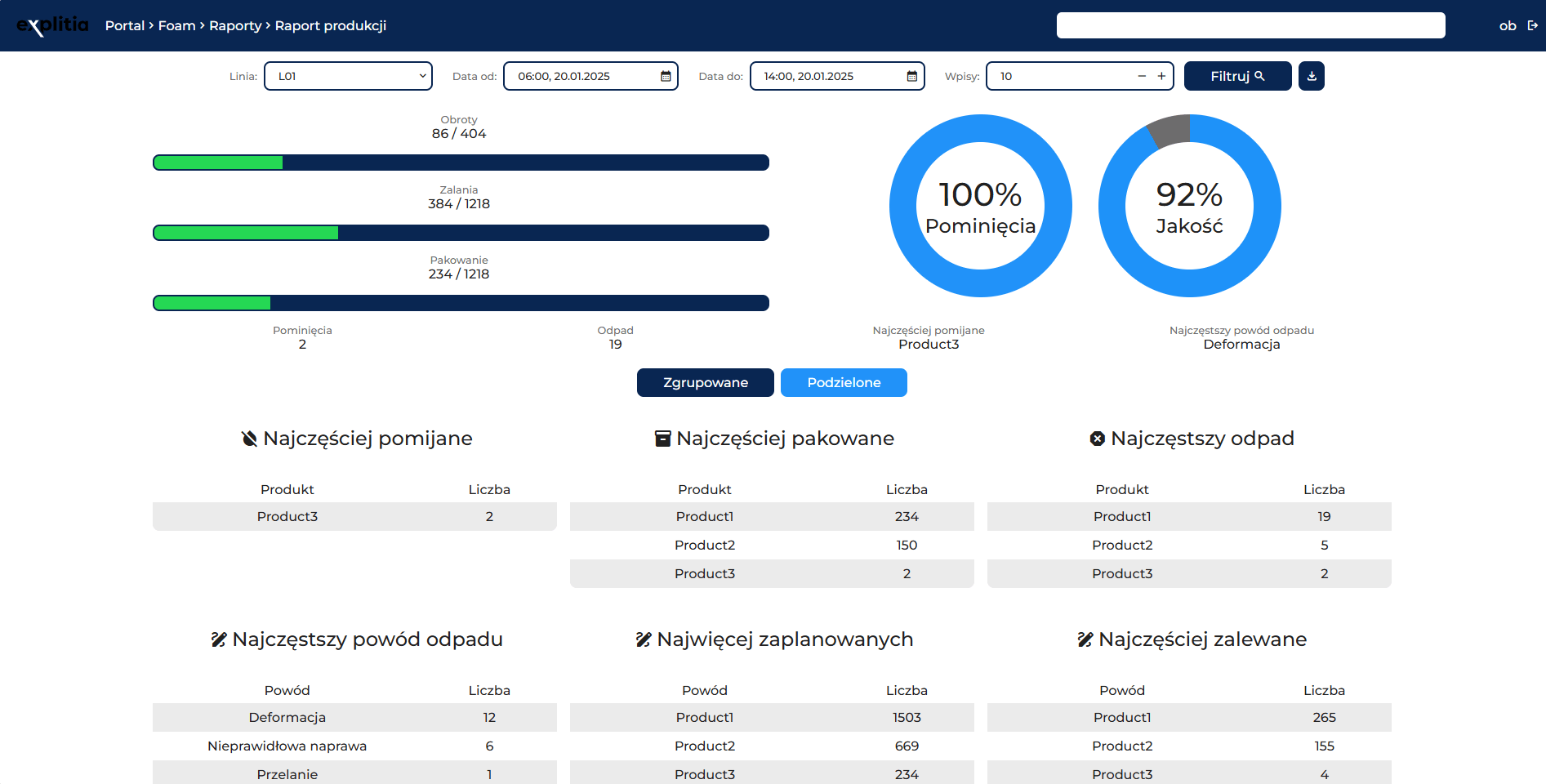
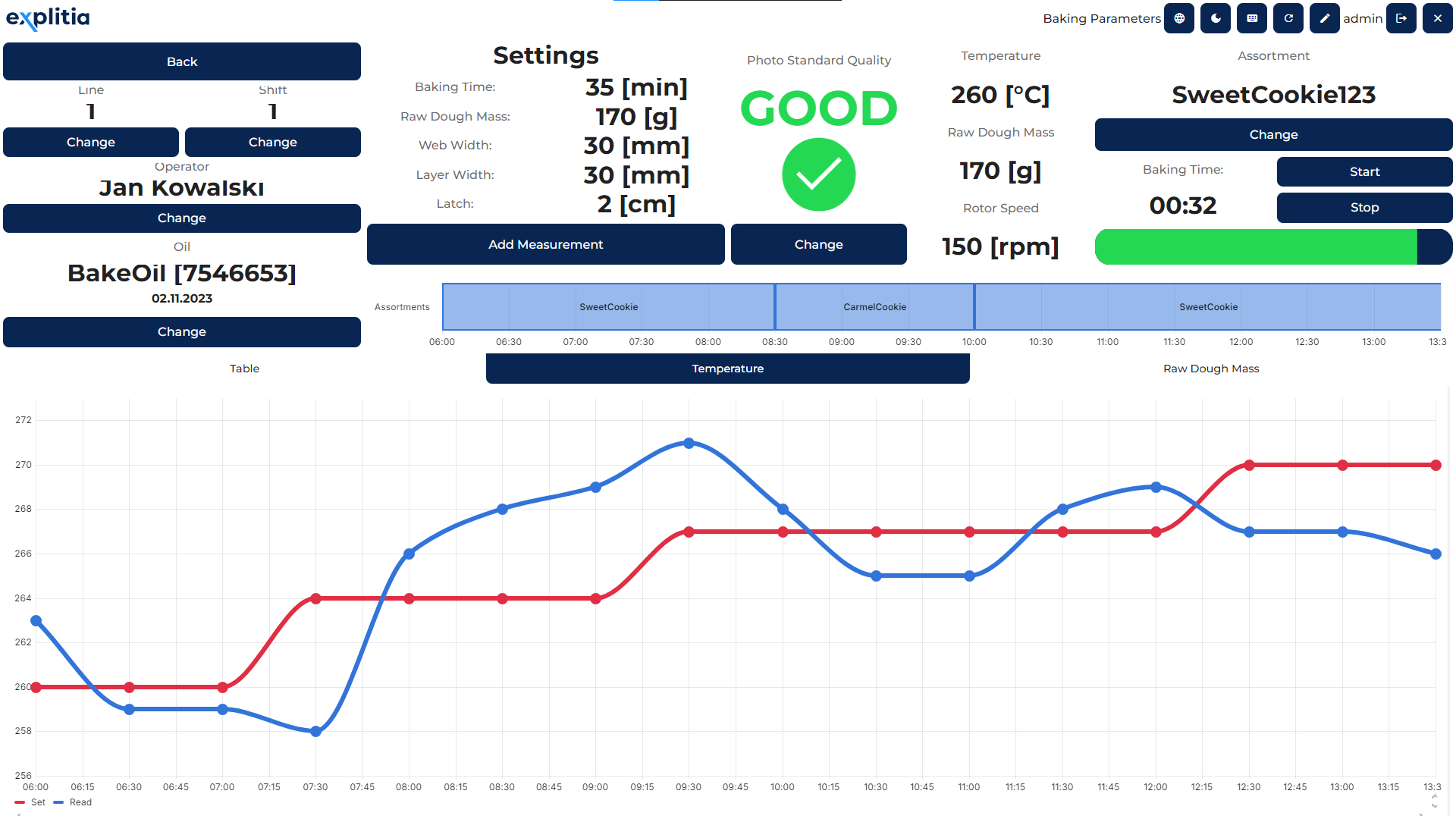
MES in action
Think of an MES system as the digital brain of a manufacturing plant. Just as our brain processes vast amounts of information from visual, auditory, and tactile stimuli, an MES continuously collects data from multiple sources (machines, sensors, operators, and management systems), analyzes it, and presents it in clear reports and visualizations. Still sounds abstract? Let’s look at some real-world applications of MES:
- Data Collection – As a machine operates, the MES system instantly records its parameters, including runtime, energy and raw material consumption, the number of produced units, and any downtimes.
- Real-Time Analysis – MES assesses production quality and efficiency indicators (OEE), identifying areas for improvement.
- Production Tracking (Traceability) – The system ensures full traceability of each product, providing detailed data on every production stage – from raw materials to the final product delivered to customers.
- Planning and Scheduling – MES helps optimize production by adjusting plans based on resource availability and fluctuating demand.
Key functions of an MES System
An MES system offers numerous functionalities that support production management at various levels. Beyond the aspects already mentioned, here are some other key functions where MES plays a crucial role:
- Production Monitoring – MES tracks all machine and operator performance parameters, detecting errors, faults, and preventing downtime.
- Regulatory Compliance Control – The system helps ensure adherence to industry standards and regulations.
- Automated Reporting – By generating reports and analyses based on real-time data, MES minimizes the risk of human errors often associated with manual data entry.
- Integration with ERP and SCADA Systems – MES can synchronize with higher-level systems and communicate directly with production equipment.
How your manufacturing plant can benefit from MES implementation
Implementing an MES system is an investment that delivers measurable benefits in both cost and operational efficiency. Here are the key advantages:
- Increased Production Efficiency – MES enables better resource utilization and reduces material waste, leading to an overall production efficiency boost of up to 20–30%.
- Faster, Data-Driven Decision-Making – Full control over every production stage allows for quick responses to any emerging issues.
- Improved Product Quality – MES ensures better supervision over production parameters, reducing the risk of errors and defective products.
- Cost Optimization – If you’re looking to cut costs related to downtime, waste, and excessive raw material use, MES could be the solution.
- Automated Reporting – The system eliminates the need for manual data entry, reducing error risks and speeding up decision-making.
- Faster Time-to-Market for Products.
MES and its integration with other IT systems
MES is a powerful tool, but to fully leverage its capabilities, it should be integrated with other IT solutions.
MES vs. ERP
MES and ERP make the perfect pair. While ERP (Enterprise Resource Planning) systems focus on strategic and business-level planning (finance, HR, and supply chain management), MES concentrates on production operations. Integrating these systems enables seamless data flow between management and production levels, including:
- Automatic data exchange regarding orders and inventory levels.
- Synchronization of production plans with resource availability.
- Two-way information flow on production costs and efficiency.
- Unified reporting of financial and production performance.
SCADA and IoT
MES can integrate directly with SCADA systems and IoT devices, allowing for real-time data collection from sensors and machine controllers. This enables automatic adjustment of production parameters, machine condition monitoring, and faster responses to deviations from production norms.
MES and EMS
Many manufacturing plants integrate EMS (Energy Management Systems) with MES. This allows real-time energy consumption analysis, helping identify inefficiencies and reduce unnecessary costs.

Cloud-Based systems
More companies are opting for cloud-based solutions, offering greater flexibility, scalability, and lower maintenance costs. The benefits include:
- Access to production data from anywhere.
- Scalability without the need for additional infrastructure investment.
- Automatic backups and enhanced data security.
- Easier collaboration between company branches.
- Reduced IT infrastructure maintenance costs.
Industries that benefit most from MES
MES is a key tool for modern manufacturing plants looking to increase efficiency, improve product quality, and align with Industry 4.0 requirements. It is widely used in industries such as:
- Automotive,
- Food and beverage,
- Chemical and pharmaceutical,
- Home appliances and electronics,
- Machinery manufacturing,
- Textile industry.
Implementing MES allows for full control over production processes, faster decision-making, and waste reduction. Thanks to integration with ERP, SCADA, and IoT, MES becomes the backbone of digital transformation in manufacturing.
An MES system is not just an IT tool but a strategic partner in production management. Its ability to provide precise, real-time information enables companies to continuously improve processes, reduce costs, and enhance competitiveness in a demanding market.
Write to us
Are you looking for IT systems for your machine park? Do you want to digitize your plant? Make an appointment for a free consultation!

